

Адрес офиса
Кликните по карте для увеличения
Адрес склада
Кликните по карте для увеличения
Сварочное оборудование
В ассортименте сварочного оборудования для полипропиленовых труб ООО "ТД "СтройСервис" представлены две популярные торговые марки CANDAN и AQUATOOL.
Сварочные инструменты торговой марки CANDAN являются одними из самых распространненых и известных аппаратов представленных Турецкой компании Candan Makina на Российском рынке. Свою популярность CANDAN завоевал простотой, неприхотливостью, надежностью. Данные сварочные аппараты нашли широкое применение среди строителей, ремонтных бригад и частных граждан.
Сварочные наборы AQuatool® являются надежными и удобными инструментами для соединения полипропиленовых труб и фитингов. Сварочный набор AQuatool® AF-01 для сварки труб от 20 до 63 диаметра укомплектован 6 насадками соответствующих размеров, AQuatool® AF-02 для сварки труб от 75 до 110 диаметра - 3 насадками, а в состав набора МАСТЕР входят 3 насадки для соединения труб от 20 до 32 диаметра.


Комплекты сварочного оборудования CANDAN
| Артикул | Наименование |
|---|---|
| Cm-0120-40 | Сварочный аппарат CANDAN CM-01 SET WV (850+650 Watt) |
| Сm-03set | Сварочный аппарат CANDAN CM-03 SET (20.25.32.40) (WV) 750+750 Watt |
| Cm-0450-75 | Сварочный аппарат CANDAN CM-04 SET (50.63.75 ) 1000+1000 Watt |
| Сm-06set | Сварочный аппарат CANDAN CM-06 SET (20,25,32,40 ) ECO 750+750 Watt |

Сварочное оборудование G-BEKA
| Артикул | Наименование |
|---|---|
| WM - 24 | Комплект сварочного оборудования G-BEKA 1600W (20-63) |
| WM - 02 | Комплект сварочного оборудования G-BEKA 900W (20-40) |

Набор сварочного оборудования Эконом
| Артикул | Наименование |
|---|---|
| Набор сварочного оборудования 500Вт 20-32 Эконом |

Сварочное оборудование AQUATOOL и Мастер
| Артикул | Наименование |
|---|---|
| 13661001001 | Сварочный набор AT-01 1500W 20-63mm |
| 13660991001 | Сварочный набор AT-02 1800W 75-110mm |

Ножницы для труб G-BEKA
| Артикул | Наименование |
|---|---|
| CT-01 | Ножницы для PP-R труб G-BEKA 0-63 |
| CT-02 | Ножницы для PP-R труб G-BEKA 0-40 |

Ручной опрессовочный тест-насос G-BEKA
| Артикул | Наименование |
|---|---|
| 1210626613 | Ручной опрессовочный тест-насос G-BEKA 60 бар |

Насадка для сварочного оборудования AQUATOOL и Мастер
| Артикул | Наименование |
|---|---|
| 3703 | AT Насадка для сварочного аппарата 25 |
| 1941 | AT Насадка для сварочного аппарата 50 |
| 1940 | AT Насадка для сварочного аппарата 40 |
| 1939 | AT Насадка для сварочного аппарата 32 |
| 3702 | AT Насадка для сварочного аппарата 20 |
| 1942 | AT Насадка для сварочного аппарата 63 |

Сварочники CANDAN
| Артикул | Наименование |
|---|---|
| Сm-0520-160 | Сварочный аппарат CANDAN CM-05 ONLY (1200+1200 Watt) |

Сменный нагреватель для сварочного аппарата CANDAN
| Артикул | Наименование |
|---|---|
| TRHEAD16 | Сменный нагреватель CANDAN 16 |
| TRHEAD20 | Сменный нагреватель CANDAN 20 |
| TRHEAD25 | Сменный нагреватель CANDAN 25 |
| TRHEAD32 | Сменный нагреватель CANDAN 32 |
| TRHEAD40 | Сменный нагреватель CANDAN 40 |
| TRHEAD50 | Сменный нагреватель CANDAN 50 |
| TRHEAD63 | Сменный нагреватель CANDAN 63 |
| TRHEAD75 | Сменный нагреватель CANDAN 75 |
| TRHEAD90 | Сменный нагреватель CANDAN 90 |
| TRHEAD110 | Сменный нагреватель CANDAN 110 |
| TRHEAD125 | Сменный нагреватель CANDAN 125 |
| TRHEAD160 | Сменный нагреватель CANDAN 160 |

Ножницы для труб CANDAN
| Артикул | Наименование |
|---|---|
| TRNR20-63 | Ножницы для резки труб CANDAN 20-63мм |
| TRNR 16-42 | Ножницы для резки труб CANDAN 16-42мм |

Зачистки для армированной трубы CANDAN
| Артикул | Наименование |
|---|---|
| TRSHAVER20-25 | Зачистка для армированной трубы CANDAN 20-25 |
| TRSHAVER32-40 | Зачистка для армированной трубы CANDAN 32-40 |
| TRSHAVER50-63 | Зачистка для армированной трубы CANDAN 50-63 |
| TRSHAVER75 | Зачистка для армированной трубы CANDAN 75 |
| TRSHAVER110 | Зачистка для армированной трубы CANDAN 110 |
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов: Пайка – предполагает разогрев и состыковку расплавленных концов элементов. Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки. Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух. Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор.
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов. Насадки подбирают в зависимости от диаметра используемых труб: 20-й размер – для труб диаметром в полдюйма; 25-й – для изделий диаметром 0,75 дюйма; 40-й – для элементов сечением 1,25 дюйма. Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду. Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги. Помимо основных инструментов для проведения работ потребуются также: угольник; строительная рулетка; простой карандаш или маркер. Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полимерных труб является возрастание коэффициента линейного расширения под действием высоких температур. Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода. Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Пайка элементов трубопровода
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами. При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора. Работу по сварке пластиковых труб своими руками выполняют в такой последовательности: Подключают паяльник к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270°С. Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно. Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок. Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд. Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным. Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.
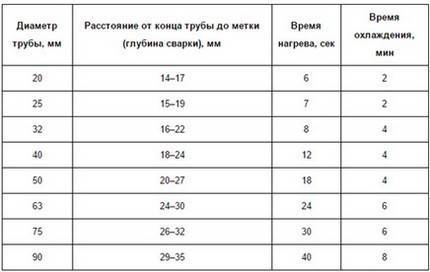
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются. Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока водопровод не будет полностью собран.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями: Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы. Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным. Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд. Еще один важный момент: выполняя впаивание кранов, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать. Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Путем установки компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
Монтаж компрессионного фитинга включает три основных этапа: На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы. Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо. Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа. Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Посредством склеивания элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках. Последовательность действий при склеивании изделий: Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания. Зачищают и обезжиривают подлежащие соединению концы труб. На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав. Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов. Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания. Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этого метода важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35°С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.