

Office adress
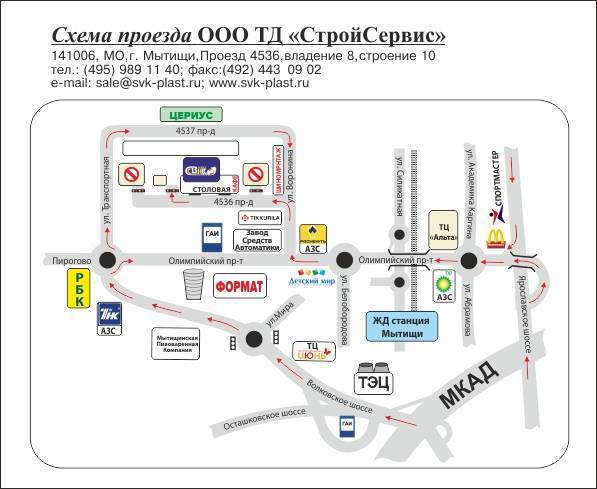
Click on the map to enlarge
Warehouse address
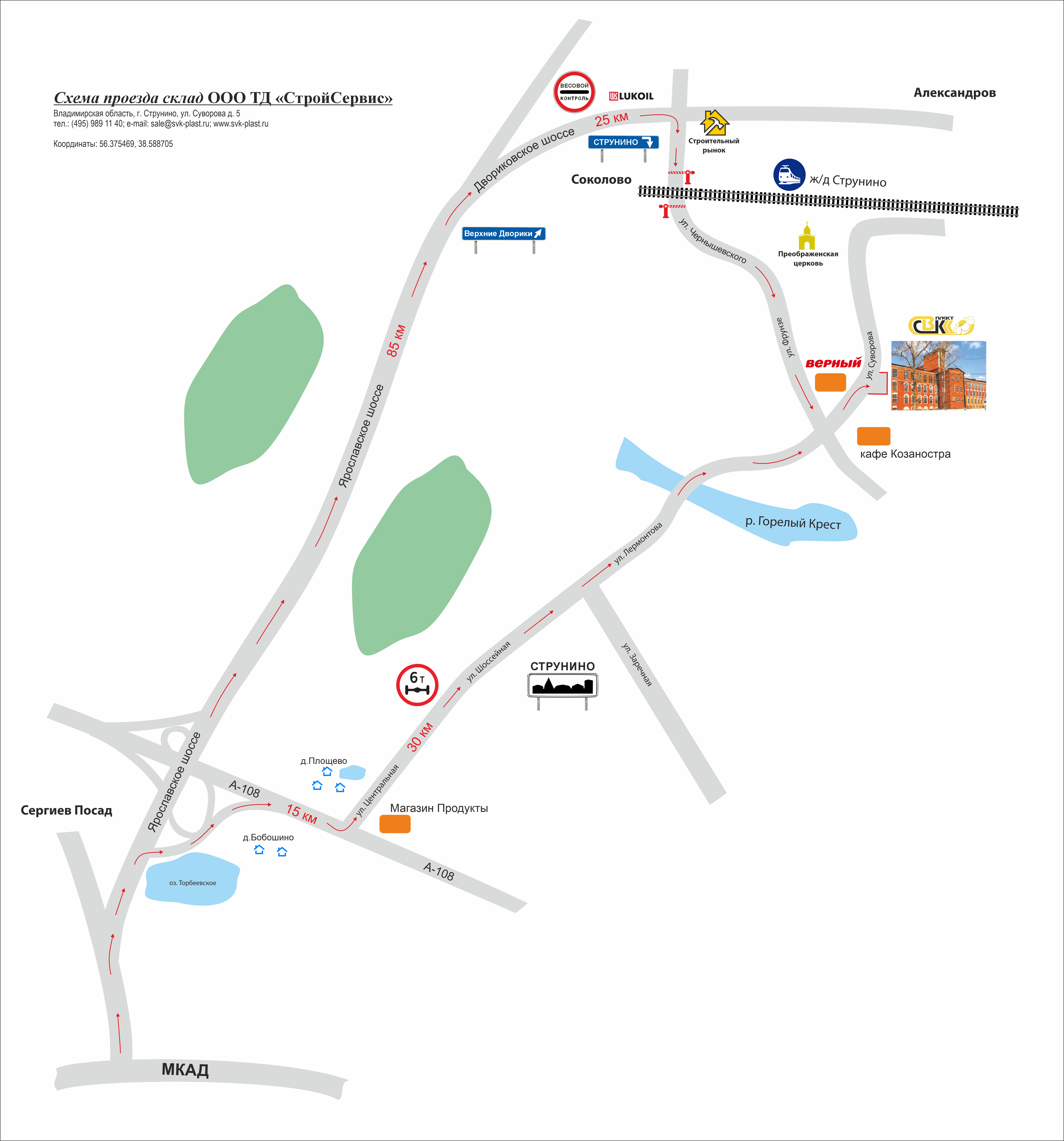
Click on the map to enlarge
Welding equipment
The range of welding equipment for polypropylene pipes of LLC TD Stroyservice includes two popular brands CANDAN and AQUATOOL
Welding tools of the CANDAN trademark are one of the most widespread and well known devices presented By the Turkish company Candan Makina on the Russian market CANDAN has won its popularity for its simplicity, simplicity, and reliability These welding machines are widely used among builders, repair teams and private citizens
AQuatool®welding kits they are reliable and convenient tools for connecting polypropylene pipes and fittings The AQuatool® AF-01 welding kit for welding pipes from 20 to 63 diameters is equipped with 6 nozzles of appropriate sizes, AQuatool® AF-02 for welding pipes from 75 to 110 diameters - 3 nozzles, and the MASTER kit includes 3 nozzles for connecting pipes from 20 to 32 diameters


CANDAN welding equipment kits
| Vendor code | Name |
|---|---|
| Cm-0120-40 | CANDAN welding machine CM-01 WV SET (850+650 Watt) |
| Сm-03set | Welding machine CANDAN CM-03 SET (20.25.32.40) (WV) 750+750 Watt |
| Cm-0450-75 | CANDAN CM-04 welding machine SET (50.63.75 ) 1000+1000 Watt |
| Сm-06set | Welding machine CANDAN CM-06 SET (20,25,32,40 ) ECO 750+750 Watt |

G-BEKA welding equipment
| Vendor code | Name |
|---|---|
| WM - 24 | Set of welding equipment G-BEKA 1600W (20-63) |
| WM - 02 | Set of welding equipment G-BEKA 900W (20-40) |


AQUATOOL welding equipment and Master
| Vendor code | Name |
|---|---|
| 13661001001 | Welding kit AT-01 1500W 20-63mm |
| 13660991001 | Welding kit AT-02 1800W 75-110mm |

G-BEKA pipe shears
| Vendor code | Name |
|---|---|
| CT-01 | Scissors for PP-R pipes, G-BEKA 0-63 |
| CT-02 | Scissors for PP-R pipes, G-BEKA 0-40 |

G-BEKA manual pressure test pump
| Vendor code | Name |
|---|---|
| 1210626613 | Manual pressure test pump G-BEKA 60 bar |

AQUATOOL welding equipment attachment and Master
| Vendor code | Name |
|---|---|
| 3703 | AT welding machine Nozzle 25 |
| 1941 | AT welding machine Attachment 50 |
| 1940 | AT welding machine Attachment 40 |
| 1939 | AT welding machine Attachment 32 |
| 3702 | AT welding machine Attachment 20 |
| 1942 | AT welding machine Attachment 63 |


Replacement heater for CANDAN welding machine
| Vendor code | Name |
|---|---|
| TRHEAD16 | Replacement heater CANDAN 16 |
| TRHEAD20 | Replacement heater CANDAN 20 |
| TRHEAD25 | Replacement heater CANDAN 25 |
| TRHEAD32 | Replacement heater CANDAN 32 |
| TRHEAD40 | Replacement heater CANDAN 40 |
| TRHEAD50 | Replacement heater CANDAN 50 |
| TRHEAD63 | Replacement heater CANDAN 63 |
| TRHEAD75 | Replacement heater CANDAN 75 |
| TRHEAD90 | Replacement heater CANDAN 90 |
| TRHEAD110 | Replacement heater CANDAN 110 |
| TRHEAD125 | Replacement heater CANDAN 125 |
| TRHEAD160 | Replacement heater CANDAN 160 |

CANDAN pipe shears
| Vendor code | Name |
|---|---|
| TRNR20-63 | CANDAN 20-63mm pipe cutting shears |
| TRNR 16-42 | CANDAN 16-42mm pipe cutting shears |

Strippers for CANDAN reinforced pipe
| Vendor code | Name |
|---|---|
| TRSHAVER20-25 | Stripping for reinforced pipe CANDAN 20-25 |
| TRSHAVER32-40 | Stripping for reinforced pipe CANDAN 32-40 |
| TRSHAVER50-63 | Stripping for reinforced pipe CANDAN 50-63 |
| TRSHAVER75 | Stripping for reinforced pipe CANDAN 75 |
| TRSHAVER110 | Stripping for reinforced pipe CANDAN 110 |
Methods for connecting polymer pipes
When joining pipes made of polymer materials, depending on the installation conditions, one of two methods is used: Soldering-involves heating and joining the molten ends of the elements Without soldering-involves connecting pipes by means of compression fittings or by implementing the so-called "cold" welding The second method of installation is convenient in the sense that it does not need to use special equipment to implement it All work can be done using a simple tool-a crimp wrench
Tools to connect
The main tool used for joining plastic pipes is a welding iron This is a kind of soldering iron, powered by A 220V network The principle of operation of the device is quite simple The role of the heating element of the iron is performed by a welding heater placed in a metal casing It warms up the stove to the set temperature, which heats up the nozzles The temperature controller is responsible for maintaining the optimal temperature of the nozzles
Included with the iron are heating nozzles of standard sizes Heating up to a certain temperature, they soften propylene to a viscosity that will ensure a tight connection of the elements The nozzle is selected depending on the diameter of the pipes: 20 gauge – diameter half-inch; 25-year for products with a diameter 0.75 inch; 40 – for elements with a cross-section of 1.25 inch Since the cost of such a welding machine is quite high, and it is not necessary to use it so often, it makes no sense to purchase equipment It is better to rent the tool for a day or two For high – quality cutting and preparation of welded sections, it is best to use a special tool designed for this purpose-a pipe cutter You can use it to get a smooth, smooth and beautiful cut
In the absence of a pipe cutter, the work can be done with a grinder or a metal hacksaw The only thing is that a fringe remains in place of the cut after such tools But it will not be difficult to remove it by Stripping it with a strip of sandpaper In addition to the basic tools for carrying out the work, you will also need: a square; a construction tape measure; a simple pencil or marker If you plan to connect pipes by "cold" welding, you must purchase in advance a thermoactive adhesive made on the basis of polyester or epoxy resin, or its thermoplastic analog made on the basis of rubber
The main stages of the brazing technology
The key conditions for successful installation of a polymer water supply system are careful calculation of the required material and correctly performed welding of elements
To facilitate your work, thereby minimizing installation errors, the first step is to draw a diagram of the future system, indicating the number of turns and branches on it When calculating the number of pipes to each length of the segment should be added to 25-40 mm, spent on " provar»
If you have not yet had to weld polypropylene pipes, experienced specialists recommend that you buy several lengths of pipes for pre-training Such costs and prices will be inexpensive and will allow you to avoid gross errors during installation of the system
A feature of polymer pipes is an increase in the coefficient of linear expansion under the influence of high temperatures As a result, when the system is heated or pressurized, the pipes lengthen and start to SAG over time To prevent this phenomenon, when laying sections longer than 4-5 meters, you will also need to use compensators
Compensators are installed on both horizontal and vertical sections, mounting them between two fixed supports If necessary, you can also purchase expansion joints of a special modification that can eliminate linear expansion at the corner bends of the pipeline Let's find out how to properly weld polypropylene pipes so that there are no leaks at the joints
Brazing of elements of the pipeline
In short, the essence of the technology of welding polypropylene pipes is that under the influence of high temperature, the ends of the docked elements are heated and connected by tight pressing to each other
Before starting work pieces of pipes cut to the specified length are removed from unevenness and burrs If a layer of internal or external foiling is provided in the pipe, it must first be cleaned with an endcutter equipped with well-sharpened and adjusted knives When you perform a sweep using the planer the pipe should be sunk into the tool until it stops Work on welding plastic pipes with your own hands is performed in the following sequence: Connect the soldering iron to the power supply in order to warm up the equipment to the optimal temperature of 260-270°C The pipe segments to be connected are simultaneously put on the nozzles, ensuring the smoothest possible entry This work should be done quickly and confidently After holding the time specified in the instructions until the fittings and pipe ends melt, remove the elements from the heating nozzles Join the molten ends together, gently pressing into each other for 15-20 seconds The bonded parts are left in a static position so that the seam is completely cooled, and the connection becomes monolithic You can determine the duration of heating from the instructions provided with the equipment or using the table below

The heating time requirements specified in the table cannot be ignored Insufficient heating is not able to provide a reliable connection Excessive overheating will cause the polypropylene to "leak" and the parts to deform As a result, protrusions are formed on the inner surface of the welds, which will significantly reduce the diameter of the pipeline
After polymerization and solidification, which takes about 20 seconds, the joint is ready Using the same technology, all subsequent nodes are soldered to the victorious end, until the water supply is completely assembled
A typical error when installing
The main mistakes that beginners make when working with polymer products: Heating parts At the time of heating, the parts must be positioned as evenly as possible The slightest misalignment can negatively affect the operating parameters of the entire plumbing system Joining of polymerized ends When pressing the molten ends of the elements you can not turn the parts around its axis This may cause the seam to be not strong enough Alignment adjustment When joining elements, only a slight adjustment of their alignment is allowed, the duration of the procedure is no more than 1-2 seconds Another important point: when soldering cranes, it is necessary to take into account the location of the valves, providing them with a free full stroke
If you have doubts about the quality of a seam after joining the elements, it is better to cut out the joint and redo it again It is better to eliminate defects at the stage of installation of the structure, since it is much more problematic to replace a leaking joint in a running system
Assembly of elements without soldering
The use of compression fittings and modern adhesive compositions makes it possible to install polypropylene pipes efficiently, quickly and with minimal material investment
By installing a compression fitting
To implement this connection method, you will need to purchase compression fittings and use a crimp key
Installation of a compression fitting includes three main stages: a blue nut is put on the end of the pipe that is cut at a right angle and stripped of burrs When placing a white crimp ring, it must be placed in a position where the thickened part is directed towards the tail of the pipe The pipe is inserted into the fitting until it stops, pushing the clamping ring to the maximum Tighten the blue nut, "baiting" it first manually, and then squeezing with a key No special knowledge or skills are required to assemble compression fittings The products are sold fully ready for installation They can be installed under any temperature conditions
By gluing elements together
The glue method is used to assemble a water pipe, which is planned to transport only cold water To apply the "cold" welding method, you will need to use an "aggressive" adhesive composition of the LN-915 type
To protect the skin of the hands from accidental ingress of the composition and "corroding" of its active components, it is better to perform bonding manipulations in protective gloves Sequence of actions when gluing products: Check the compliance of the cut corners of the docked sections and mark the places for gluing with a pencil Clean and degrease the ends of pipes to be connected An adhesive compound is applied evenly to the ends of the pipes and the area of the fitting sockets Pipe sections are inserted into the holes of the fitting, focusing on the marks made with a pencil The structure is kept in a fixed position for three minutes, after which the excess compounds are removed with a napkin The connected elements are laid out on a flat surface and left for 5-6 hours until completely dry You can run water to check the quality of bonding only one day after the installation is completed
When implementing this method, it is important to observe two main conditions: temperature and humidity conditions All work must be performed at an air temperature of +5, +35°C When gluing in hot weather conditions, the work should be performed as quickly as possible so that the glue does not have time to dry before the installation is completed